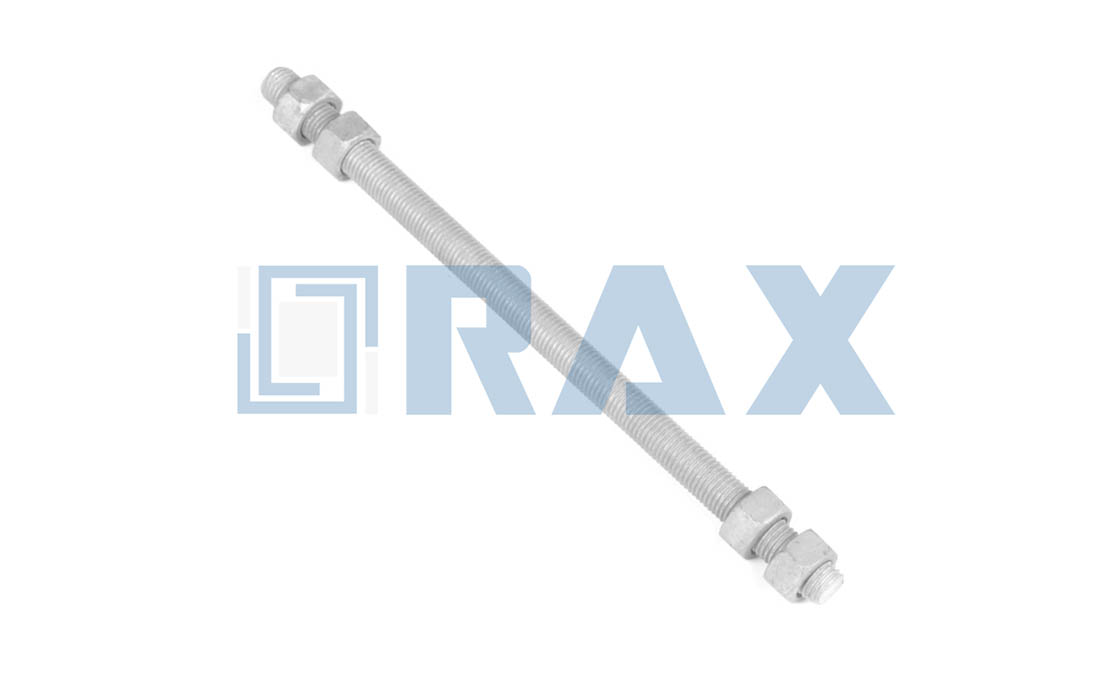
Üzgün Cıvata
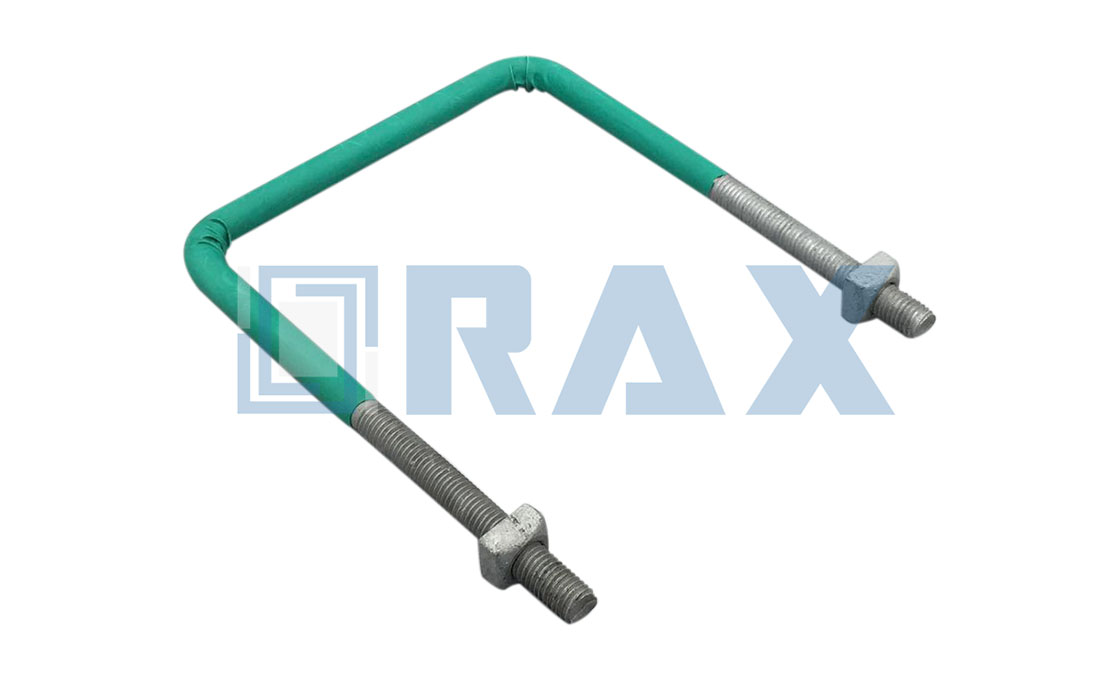
Sıkıştırma cıvatası, aşağıdakiler için tasarlanmış bir bağlantı elemanı türüdür: makara izolatörü, nötr iletkenleri veya güç telini desteklemek için bir yan direğe monte edilir. Bir sıkıştırma cıvatası aynı zamanda sıkıştırma makarası cıvatası veya cıvata sıkıştırması olarak da adlandırılır.
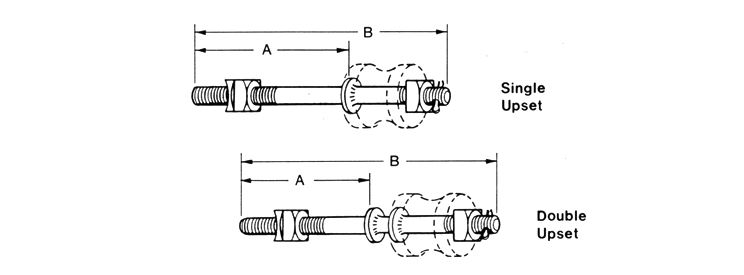
İki tip eğik cıvata vardır, tek eğik cıvatalar ve çift eğik cıvatalar. Tek eğik cıvata ile çift eğik cıvata arasındaki fark, yalıtkan ucundaki dövme plakaların sayısıdır.
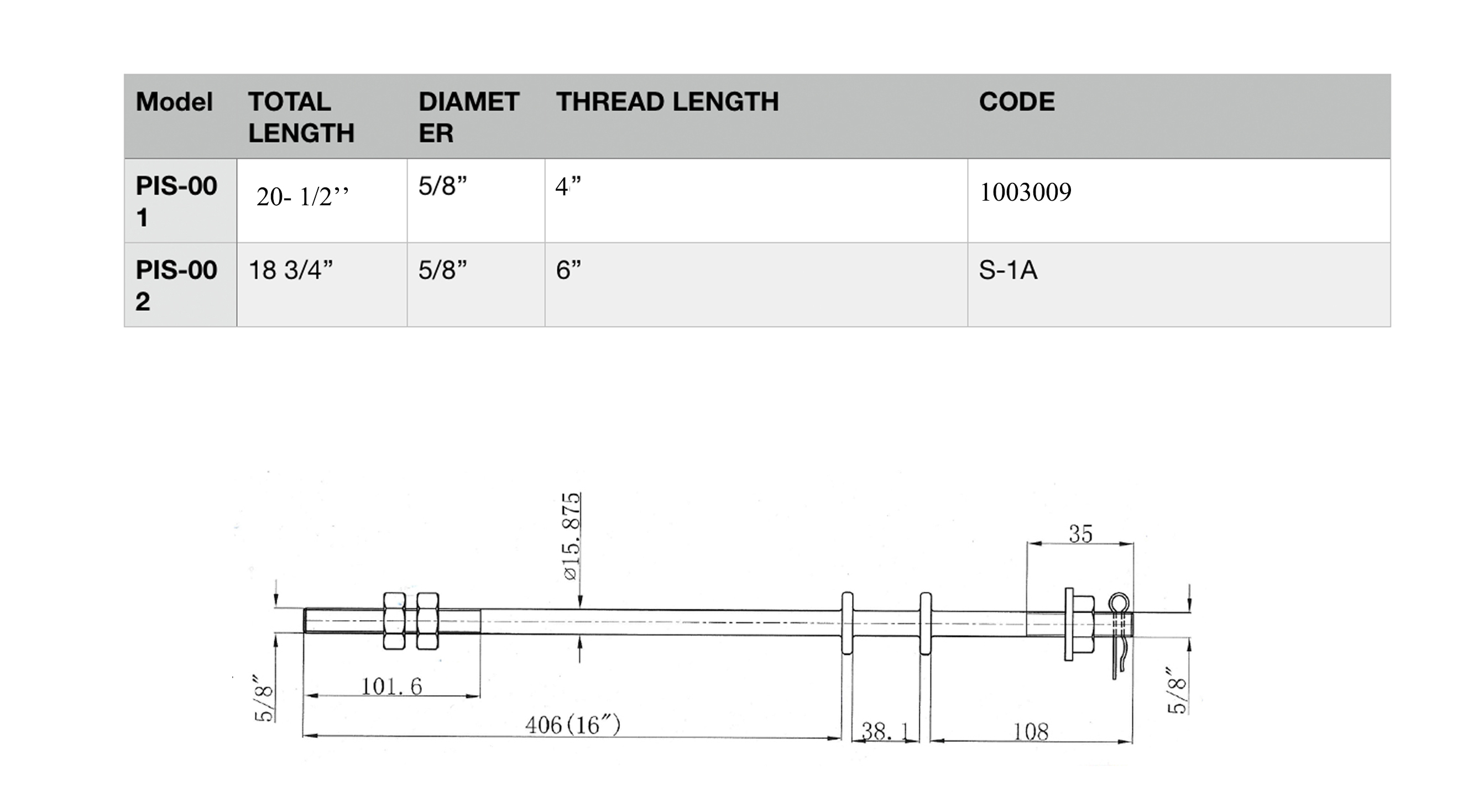
Yalıtkan pim, dişin bir ucuna geçer. Dövme plaka, yalıtkan pimin aşağı doğru hareket etmesini engelleyecektir. Bu şekilde, yalıtkan pim, iletkeni ve ikincil servis tellerini yalıtmak için sıkıştırma cıvatasının ucuna sabitlenir. Sıkıştırma cıvatası diş çapı 5/8''dir
Sıkıştırma cıvatasının ucunda, yalıtkan pimin çıkmasını engellemeye yardımcı olmak için çelik pimli bir delik vardır. Bitmiş ürün sıcak daldırma galvanizli ASTM A-153'tür. Makara cıvatasının ana işlevi, iletkenler ve güç kablolarının içinden geçmesi için yalıtkan pimi desteklemektir.
Rax Industry sıkma cıvatası, 2 adet kare somun, 1 adet kilitleme somunu ve 1 adet yuvarlak rondeladan oluşan vida başı tipi bir cıvatadır.
Profesyonel bir üretici, tedarikçi ve ihracatçı olarak Rax Industry, her boyutta sıkıştırma cıvatasını destekleyebilir. Ayrıca bunları tasarımlarınıza göre özelleştirebiliriz.
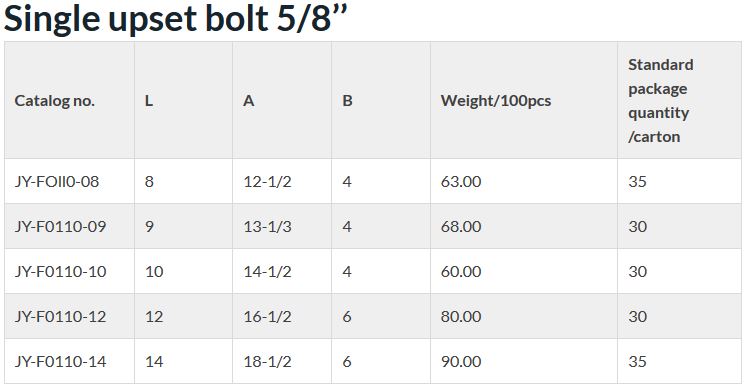
Tek sıkma cıvatası 5/8''
| Katalog no. | L | A | B | Ağırlık/100 adet | Standart paket miktarı /karton |
| JY-FOll0-08 | 8 | 12-1/2 | 4 | 63.00 | 35 |
| JY-F0110-09 | 9 | 13-1/3 | 4 | 68.00 | 30 |
| JY-F0110-10 | 10 | 14-1/2 | 4 | 60.00 | 30 |
| JY-F0110-12 | 12 | 16-1/2 | 6 | 80.00 | 30 |
| JY-F0110-14 | 14 | 18-1/2 | 6 | 90.00 | 35 |
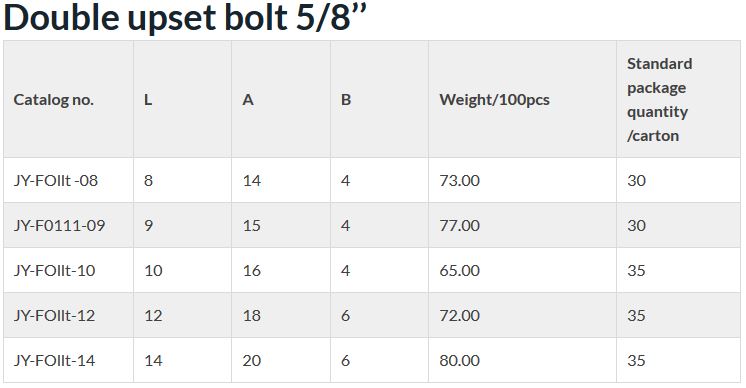
Çift sıkma cıvatası 5/8''
| Katalog no. | L | A | B | Ağırlık/100 adet | Standart paket miktarı /karton |
| JY-F-08 | 8 | 14 | 4 | 73.00 | 30 |
| JY-F0111-09 | 9 | 15 | 4 | 77.00 | 30 |
| JY-F-10 | 10 | 16 | 4 | 65.00 | 35 |
| JY-F-12 | 12 | 18 | 6 | 72.00 | 35 |
| JY-F-14 | 14 | 20 | 6 | 80.00 | 35 |



Upset Bolts: Nihai Rehber
Birini arama durumunda raptiye, farklı işlevleri yerine getiren bir dizi cıvatayla karşılaşacaksınız.
Bunlardan biri de daha önce duymadığınız, özel bir cıvata türü olan sıkıştırma cıvatasıdır.
Hadi, daha fazla merak etmeyin, şimdi size cıvata hakkında bilmeniz gereken detayları anlatacağım.
- Bölüm 1: Upset Bolt Nedir?
- Bölüm 2: Sıkıştırma Cıvatalarının Türleri
- Bölüm 3: Sıkıştırma Cıvatalarının Başlıca Uygulamaları
- Bölüm 4: Sıkıştırma Cıvatalarının Parçaları
- Bölüm 5: Sıkıştırma Cıvatalarının Teknik Özellikleri
- Bölüm 6: Sıkıştırma Cıvatalarının Üretim Süreci
- Bölüm 7: Sıkıştırma Cıvatalarının Takılması
- Bölüm 8: Sıkça Sorulan Sorular (SSS)
- Bölüm 9: Sonuç
Upset Bolt Nedir?
Üfleme cıvatası hakkında okuduğunuzda karşılaşacağınız birçok eş anlamlı sözcük var.
İsimleri cıvata üstten takma veya makaralı cıvatadır ve üstten takma cıvata ile aynı anlama gelir.
 Üzülmüş cıvata
Üzülmüş cıvata
Sıkıştırma cıvatasının tasarımı, bir tarafa monte edilecek ve güç kablosu ile nötr iletkenleri destekleyecek şekildedir.
Sıkıştırma cıvatasının dişlerinin belirli bir ucuna geçecek bir yalıtım pimi vardır.
Bunun dışında pimin aşağıya düşmesini engelleyecek dövme bir plaka da bulunmaktadır.
Sıkıştırma cıvatasının ucundaki yalıtkan pim, ikincil servis telini ve iletkeni yalıtır.
Bunun dışında sıkıştırma cıvatasının ucunda, yalıtkan pimin dışarı çıkmasını engelleyen bir delik bulunmaktadır.
Delikte, yalıtkan pimin düşmesini önleyecek çelik bir pim bulunmaktadır.
Kilit somunu, yuvarlak rondela ve iki adet kare somundan oluşan bir tür vida başlı cıvatadır.
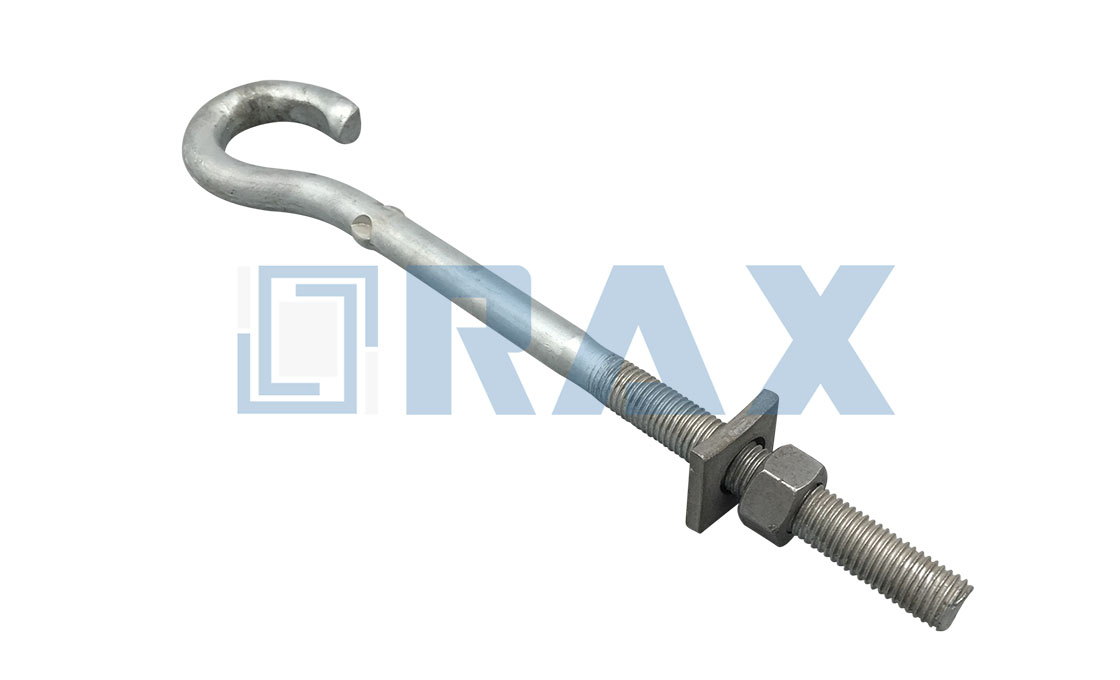
Sıkıştırma Cıvatalarının Türleri
Sıkma cıvataları tekli ve çiftli sıkma cıvataları olmak üzere iki ana kategoriye ayrılır.
İki tip sıkıştırma cıvatası arasındaki temel fark, dövme plakaların sayısındadır.
 Sıkıştırma cıvatalarının türleri
Sıkıştırma cıvatalarının türleri
Tekli cıvatanın bir tarafında daha az dövme plaka bulunur.
Çift Sıkma Cıvataların cıvatanın her iki tarafında daha fazla dövme plaka bulunur.
Sıkıştırma Cıvatalarının Başlıca Uygulamaları
Direk montajının yan taraflarında ikincil servis kablolarını ve nötr iletkenleri desteklemek için sıkıştırma cıvataları kullanabilirsiniz.
Çift sıkma cıvatası, direk ile izolatör arasında 1 - 5/8 inç arasında bir boşluk sağlar.
Ana işlevi, içinden geçen güç kabloları ve iletkenler için yalıtkan pimine destek sağlamaktır.
Upset Bolts'un Parçaları
Sıkıştırma cıvatası farklı parça ve bileşenlerin bir araya getirilmesiyle oluşabilir.
Bu bölümde sizi şu konuda bilgilendireceğim:
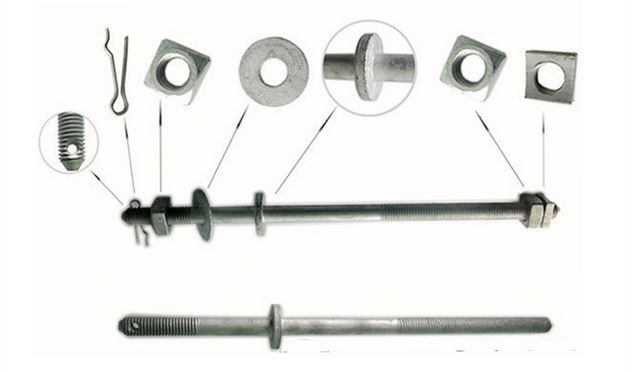
Sıkıştırma cıvatasının parçaları
a) Dövme Levha
Dövme plaka, yalıtkan pimin sıkıştırma cıvatasından düşmesini önler.
b) Yalıtkan Pin
Sıkıştırma cıvatasının en önemli parçalarından biridir.
Sıkıştırma cıvatasının belirli bir ucuna gider.
Yalıtkan pim ikincil servis kablolarını ve iletkeni yalıtır.
c) Yuvarlak rondela
Bir tür dairedir yıkayıcı dairesel biçimde olup ortasında bir delik bulunmaktadır.
Ortadaki delik, sıkıştırma cıvatasının çapından biraz daha geniştir.
Sıkıştırma cıvatasının yükünü eşit şekilde dağıtır ve dayanıklılığını artırır.
d) Kare somunlar
Bu bir ceviz dört tarafı sabitlenen alanlarla yüzey alanı artırılarak.
Sıkıştırma cıvatası ile tutturulan sabitlenmiş malzemenin gevşemesine karşı direnç sağlar.
Bir dizi sıkma ve gevşetme döngüsünden sonra yuvarlanması pek olası değildir.
e) Kilit somunları
Kilit somunları veya baskın tork somunları, titreşimden sonra sıkıştırma cıvatasının gevşemesine direnç gösterecek bir somun türüdür.
Özellikle somunu sıktığınızda deforme olup kilitlenmesini sağlayan özel bir kısmı var.
Sıkıştırma Cıvatalarının Teknik Özellikleri
Sıkıştırma cıvatalarının bazı temel teknik özellikleri şunlardır:
Sıkıştırma cıvatasının teknik özellikleri
Upset cıvatasının teknik özellikleri
· Çap
Belirli bir boyuttaki sıkma cıvatasını aradığınızda çap gibi boyutlarla karşılaşırsınız.
Bunun dışında sap uzunluğu veya sap uzunluğu ile de karşılaşacaksınız.
Bir sıkıştırma cıvatası ararken veya sipariş verirken bilmeniz gereken ana boyutlar şunlardır.
Örneğin, bir cıvatayı “½ inç x 6 inç” veya “1/2 inç cıvata 6 inç uzunluğunda” olarak tanımlayabilirsiniz.
Bu, bahsettiğiniz cıvatanın sapının çapının ½ inç olduğu anlamına gelir.
Ayrıca sap ucundan başın hemen altındaki yana kadar 6 inçlik bir uzunluğa sahiptir.
Aynı boyuttaki cıvatalar için cıvata başı ölçüleri benzerdir, bunu şaft çapını ölçerek belirleyebilirsiniz.
Cıvatanın başının bir düz ucundan diğer düz ucuna kadar geçen mesafedir.
Aynı boyuttaki tüm cıvataların baş kalınlıkları da benzerdir.
· Malzeme Türü
Makaralı cıvata veya sıkıştırmalı cıvatanın dövülmesi için ana hammadde olarak demir veya karbon çeliği gerekir.
Malzeme, yalıtkanın ucunda sıkışmış çift veya tek bir integral rondelaya sahip olabilir.
Kullanacağınız malzemenin türü, sıkıştırma cıvatasının üretiminde kullanacağınız işlem türünü belirleyecektir.
Bunun dışında, sıkma cıvatasının çekme dayanımını malzeme belirler.
Bu, malzeme ne kadar dayanıklıysa çekme mukavemetinin de o kadar fazla olacağı anlamına gelir.
Elemanların çoğu korozyona maruz kaldığından sıcak daldırma galvanizleme işleminden geçmesi gerekir.
· Bitiş – Sıcak Daldırma Galvanizleme
Süreci sıcak daldırma galvanizleme sıkma cıvatasının erimiş çinkoya daldırılmasıyla yapılır.
Malzemenin erimiş çinko ile reaksiyonu cıvatanın etrafında bir tabaka oluşturacaktır.
Kaplama, korozyona karşı daha dayanıklı olmasını sağlayarak daha uzun ömürlü ve daha sağlam olmasını sağlar.
Bunun dışında sıcak daldırma galvanizleme işlemi ile pürüzsüz ve cilalı bir yüzey elde edilir.
Göze daha hoş ve çekici gelir.
· Çekme dayanımı
Sıkıştırma cıvatasının çekme dayanımı, malzeme ve üretim sürecindeki çeşitli faktörlere bağlıdır.
Daha güçlü malzemeler, sıkıştırma cıvatasının çekme mukavemetini artırdığı için daha iyidir.
El yapımı cıvataların çekme dayanımı, makine cıvatalarına göre daha düşüktür.
Bunun sebebi, elle yapacağınız sıkıştırma cıvatalarının bir kısmının kaynak gerektirmesidir.
Bir noktada kaynak yapılan yerden kırılıp zayıflayabilir.
· Standart Özellikler
Sıkıştırma cıvatalarının imalatı ve sıcak daldırma galvanizasyonu aşağıdaki gibidir: ASTM A-153 standardı şartnamenin.
Sıcak daldırma galvanizleme işleminden geçirilerek çinko kaplama elde edilen demir ve çelik donanımlar için geçerlidir.
Kullanılan malzemeye göre kalınlıkları değiştiği için A, B, C ve D sınıfı çelik donanımlar için geçerlidir.
Sıkıştırma cıvatası aşağıdakilere uyacaktır: ANSI C135.31 ve 800 poundluk bir yükü ve 10 derecelik bir sapma açısını destekler.
Bu standardizasyon yönteminin ABD'de kullanılıyor olması, standardizasyonun farklı ülkelerde farklılık gösterdiğini kanıtlıyor.
Sıkıştırma Cıvatalarının Üretim Süreci
Sıkıştırma cıvatalarının imalatında karşılaşacağınız iki ana işlem vardır.
Üst cıvata imalat prosesleri, baş kısımlarının kaynaklanması ve küçük cıvatalar ile makine cıvatalarının üst kısımlara doğru üstten sıkıştırılması işlemlerini içerir.
Bu, küçük cıvatalarda ve makine ile üretilen cıvatalarda standart olarak sıkıştırma işleminin yapıldığı anlamına gelir.
Bir sıkıştırma cıvatasını kaynaklamak çok kolaydır ancak sıkıştırma cıvatası yapmanın en iyi yöntemi değildir.
Bu işlemden elde edeceğiniz sıkma cıvatası diğerlerine göre zayıf olacaktır.
Çok fazla baskı altında kolayca kırılabilir.
Makineler kullanılarak aynı anda büyük miktarda cıvata üretmek de mümkündür.
İlk adım, süreç için gerekli olan tüm hammaddelerin toplanmasıdır.
Metal çubuklar bir fırında çok yüksek sıcaklıklarda ısıtılır.
Çok yüksek sıcaklıkta ısıtılmış metalleri tutarken çok dikkatli olmalı ve koruyucu giysiler giymelisiniz.
Daha sonra ısıtılmış metal çubukları, cıvataların başlarını oluşturacak bir makineden geçireceksiniz.
Makineler genellikle otomasyonludur ve cıvatanın doğru ölçülerini makineden geçirmeden önce belirlersiniz.
Makine, sizin yönlendireceğiniz açılara göre kafaları yapacaktır.
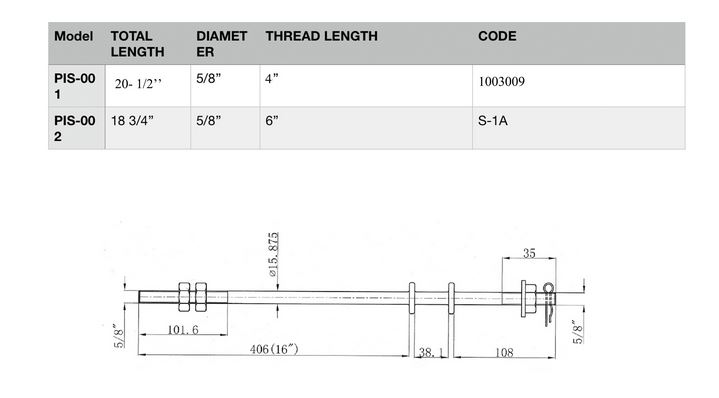
Sıkıştırma cıvatasının teknik çizimi
Daha sonra cıvatayı sıcak daldırma galvanizleme işleminden geçirerek korozyona dayanıklı hale getireceksiniz.
Cıvataları erimiş çinkoya batırıp bir süre reaksiyonun gerçekleşmesini bekleyeceksiniz.
Cıvata üzerinde korozyona karşı dayanıklı bir tabaka oluşturacak ve ona parlak bir görünüm kazandıracaktır.
Çoğu zaman elle iş yapıldığında kullanılan makineler ilkel karakterdedir.
Sıkma cıvatasının başını yapmak için kullanacağınız alete başlık denir.
Başlık, sıkıştırılmış cıvatanın kalınlığına uygun olarak delinmiş bir diskten oluşur.
Ayrıca genellikle 12 veya 15 inç uzunluğunda bir sapı da vardır.
Delik, cıvata yapımında kullanacağınız demirin standart ölçüsünden 1/32 inç daha geniş olmalıdır.
Bu makineyi kullanarak cıvata yapmak için demiri ihtiyacınız olan uzunlukta kesmeniz gerekir.
Daha sonra cıvatanın başını yapacağınız tarafını ısıtın.
Demirin donuk saman rengine gelene kadar ısınmasını ve sonra örse vurmasını izleyin.
Örsün üzerine vururken, başın kafadan geçmesine izin vermeyecek şekilde vurun.
Daha sonra sıcak ucu başlığın kare kısmına yerleştirip uygun şekilde şekillendirin.
Demirin soğuk kısmı başlığa düşecek ve baş şeklini alana kadar çarpacaktır.
Çıkarın ve civatanın kenarlarına ve yüzeyine dikkat ederek örs üzerinde düzgün bir şekilde şekillendirin.
Sıkıştırma cıvatasını yapma sürecinin tamamında size yardımcı olacak bir yardımcının yardımına ihtiyacınız olacak.
Yukarıda belirtilen tüm işlemlerin son aşaması, sıkıştırma cıvatalarına diş açılmasıdır.
Tekli sıkma cıvataları için, dişleri özellikle baş kısmından uzakta, bir tarafta yapacaksınız.
Çift sıkma cıvataları için sıkma cıvatasının her iki ucuna diş açacaksınız.
Son olarak somunları, izolatör pimlerini ve rondelaları uygun şekilde takın.
Sıkıştırma Cıvatalarının Montajı
Sıkıştırma cıvatasının takılması, bir uzmanın yardımına ihtiyaç duymayan basit bir işlemdir.
Çoğu durumda kurulum için uzmanlar kiralanır, ancak bunu kendiniz de kolaylıkla yapabilirsiniz.
Kurulum işlemi için gerekli tüm malzemeleri bir araya getireceksiniz ve bir de merdiveniniz olacak.
Üzülmüş cıvata
Bir asistanın yardımıyla diğer tüm bağlantıları birleştirin ve bir araya getirin.
Çoğu durumda montajı ve montajı yerden yüksekte merdiven üzerinde yapacaksınız.
Cıvatayı yerleştireceğiniz direğin yan tarafına delikler açın.
Deliğin boyutu, kullanmayı düşündüğünüz sıkıştırma cıvatasının boyutuna uygun olmalıdır.
Ayrıca, cıvatanın direğin içinden geçip direğin diğer tarafında görünecek kadar uzun olması gerekir.
Özellikle somunları sıkıştırma cıvatasına sabitleyecekseniz bu önemlidir.
Delikleri deldikten sonra diğer cihazları deliklerin örtüşeceği şekilde yerleştirin.
Bu, cıvatanın geçmesine izin vermek için deliklerin düz bir çizgide olması gerektiği anlamına gelir.
Sıkıştırma cıvatasını deliklerden geçirin ve diğer tarafta göründüğünden emin olun.
Rondelaları ve somunları alın ve sıkıştırma cıvatasına iyice yerleştirin.
Bir anahtar veya pense kullanarak, somunları her iki tarafta yeterince sağlamlaşana kadar sıkın.
Montaj işlemi tamamlanana kadar diğer cıvatalara da aynı işlemi uygulayın.
Sıkça Sorulan Sorular (SSS)
Sıkıştırma cıvatasının işlevi nedir?
Sıkıştırma cıvatası, nötr iletkenleri veya güç telini desteklemek için bir yan direğe monte edilen makara izolatörleriyle birlikte kullanılır.
Sıkma cıvatalarının çeşitleri nelerdir?
Tek cıvatalı ve çift cıvatalı olmak üzere iki çeşidi vardır.
Üzüntü cıvatalarını yapmak için esas ilerleme nedir?
Sıkma cıvatalarının yapımında kullanılan temel işlem dövmedir.
Fabrikanızdaki sıkıştırma cıvatasının standardı nedir?
Sıkıştırma cıvatası UNC'ye göre yapılmıştır.
Sıkıştırma cıvatalarının üreticisi nasıl seçilir?
Uygun üreticiyi seçmenize yardımcı olabilecek yönergeler şunlardır:
- Şirketin lisanslı olup olmadığını kontrol edin
- Şirketin üretim kapasitesi
- Üretici hakkındaki yorumları arayın
- Üreticinin deneyimi
Çözüm
Artık cıvata konusunda doğru kararı vermenize yardımcı olacak gerekli bilgilere sahipsiniz.
Sipariş vermeden önce lütfen yaptırmak istediğiniz montaj tipine göz atın.
Daha sonra dilediğiniz özelliklere göre arayıp cıvata siparişi verebilirsiniz.
Rax Industry olarak kaliteli sıkıştırma cıvataları tasarlıyor ve üretiyoruz.
Maliyet açısından rekabetçi cıvatalar için bugün bizimle iletişime geçin.